马上注册,结交更多好友,享用更多功能,让你轻松玩转质量管理社区。
您需要 登录 才可以下载或查看,没有账号?立即注册

×
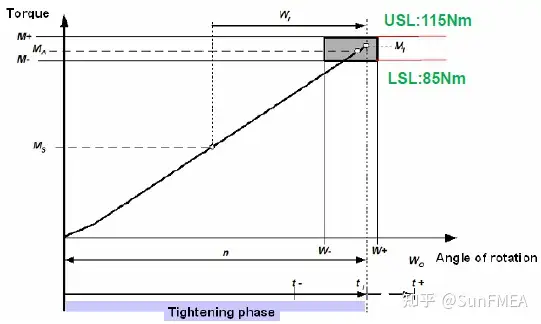
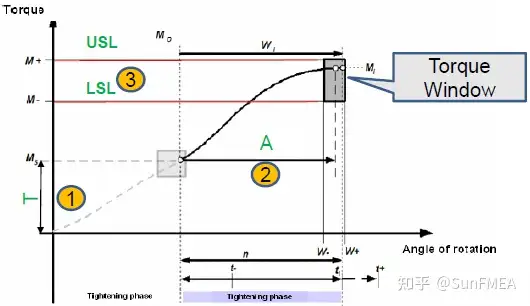
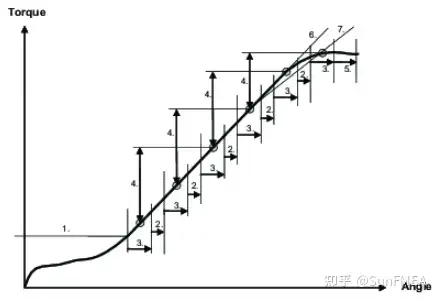
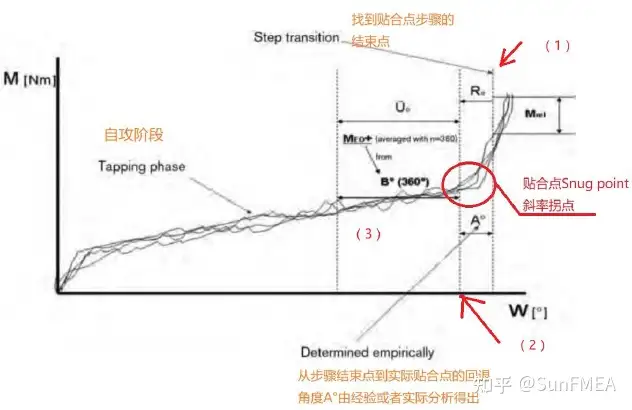
拧紧工艺控制策略是指使用工具将紧固件和对手件连接到一起所采用的工艺控制策略方法。目前,市场上最为主流的是扭矩控制和角度监控控制策略。除此之外,还有单纯的扭矩法,角度控制和扭矩监控法,屈服点法,贴合点(也称差分扭矩)法等。今天和大家一起交流一下几种主要的拧紧工艺控制策略,供大家参考。 1.1 扭矩法控制策略控制 内容:该工艺控制策略,仅仅控制输出扭矩大小,不对任何其它参数进行管控。 应用场景:目前,大多数行业尤其是汽车行业已经非常少见了。 优点:采购拧紧工具的成本低廉。 缺点:比如对于常见的浮钉,歪钉等失效现象就很难探测或者杜绝。 1.2 扭矩控制和角度监控策略控制 内容:该工艺控制策略,在控制扭矩输出大小的同时,监控角度的变化情况。 应用场景:目前,大多数行业尤其是汽车行业该策略应用最为普遍。 优点:采购拧紧工具的成本相对低廉。该工艺控制策略能够在很大情况下,实现绝大多数的防错功能,比如浮钉,滑牙,断钉等。 缺点:在一些螺纹摩擦系数变化大螺纹孔对手连接件,或者对手件表面粗糙度变化的场景下,表现出来预紧力(也有称夹紧力或者轴力)波动较大。 1.3 角度控制和扭矩监控策略控制 内容:该工艺控制策略,一般也可以称之为扭矩加转角控制策略。是指在先紧固到一定扭矩后,在让连接件发生旋转固定角度的控制策略。在实现这些的基础上,最终监控整体扭矩的输出变化情况。 应用场景:目前,该拧紧策略主要在一些大规格M6及以上的高强度螺栓上使用。比如,整车上的缸盖,曲轴皮带轮,主轴承盖等连接位置。一般这种拧紧策略发生在塑性区间,螺栓已经发生塑性变形。 优点:输出的预紧力波动较小,预紧力一致性较好,受螺纹孔摩擦系数和表面粗糙度等变化较小。 缺点:工具的采购成本较高,目前国内拧紧工具大多数均不具备该策略功能。当表面摩擦系数或粗糙度变化过大时,输出的扭矩变化较大。螺栓由于已经发生塑性变形,一般不建议回用。 1.4 屈服点控制策略控制 内容:该控制策略是让拧紧工具按照指定的方向进行旋转,达到某个门槛(起始)扭矩后,开始探测和计算屈服点,通过每间隔固定角度后,将获得的扭矩值与此前已保存的最大扭矩值的固定百分比进行比较,一旦这两个值相等,程序螺钉判断到达屈服点,工具停止运转。 应用场景:目前,该拧紧策略主要在一些高强度螺栓上使用。 优点:输出的预紧力波动较小,预紧力一致性较好,受螺纹孔摩擦系数和表面粗糙度等变化较小。 缺点:工具的采购成本较高。由于对角度监测频次大小设定受多种耦合因素影响,比如当角度值设置过小低于系统最高分辨率频次时,工具均会报警停止工作,误报频次较高。 1.5 贴合点控制策略控制 内容:该控制策略是指在攻牙和紧固过程中,监控最大扭矩和斜率变化情况。当系统判断攻牙扭矩受控且斜率大于设定值时,认为该螺钉已经到达贴合面。然后再叠加固定扭矩值,并监控最终的整体扭矩范围。 应用场景:该拧紧策略主要在一些小规格螺钉比如M6以下的自攻钉紧固连接场景下使用。 优点:相比较传统扭矩法而言,该控制策略具有输出预紧力稳定,一致性好的特点。 缺点:工具的采购成本较高。当原材料一致不好的时候,比如螺纹孔大小发生变化,或者螺钉表面处理工艺发生较大变化时候,都会导致系统报警。另外,对工艺人员的编程能力要求较高,斜率大小设定需要前期大量的实践验证。 | 



 窥视卡
窥视卡 发表于 2023-8-24 15:31:01
发表于 2023-8-24 15:31:01

 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 千斤顶
千斤顶 显身卡
显身卡